NC自動旋盤による加工事例
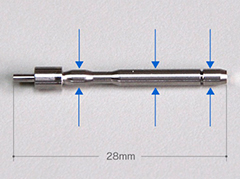
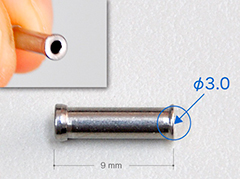
事例01【寸法精度】
材料径Φ3.0に対し、各矢印部Φ2.0±0.003mmの寸法精度です。
切削する部分が長いので、各寸法のバランスを考えなければなりません。
材質:DSH400F 種類:自動車部品
事例02【面精度】
切削部の表面粗さ、矢印部RZ1.5で仕上がっています。
◎特にテーパー部の面粗さは悪くなりやすく要注意です。
材質:SUS303 種類:自動車部品

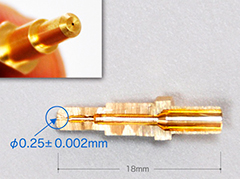
事例03【内径精度】
内径、矢印部Φ0.25に対し±0.002mmの公差で仕上がっています。
◎内径が細いので刃物の管理が必要です。
材質:C3604 種類:情報通信機器
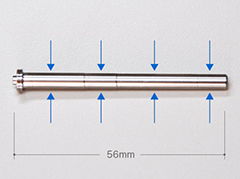
事例04【寸法精度】
4カ所の寸法精度が各±0.003mm以内に仕上がっています。
(矢印の各寸法の公差は±0.005mm〜±0.003mm)
材質:SUS303 種類:自動車部品
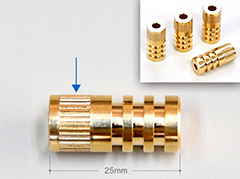
事例05【外観】
ローレット部のバリが発生しないよう加工に工夫が施されています。
※矢印の部分のバリが発生しないように加工している。
材質:C3604 種類:自動車部品
事例06【内径精度】
φ3内径精度±0.0025mm以内で出来ています。
◎硬い材質なので加工条件の設定がポイントです。
※内径公差±0.0025mm以内にて加工しています。
材質:DSH400F 種類:弱電部品
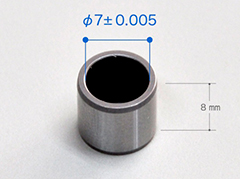
事例07【内径精度】
切削加工において熱処理後の内径がΦ7±0.005mmに仕上がっています。
◎熱処理をすると、ひずみが出るのでそれを加味して切削しなければなりません。
※SUJ2において切削だけで内径を±0.005mm以内に抑えている。
材質:SUJ2 種類:ベアリング部品
お問い合わせ
精密切削加工や高精度加工においてお困りごとはありませんか?
「ローコストで精密切削加工を実施したい」
「高品質の精密部品を加工したい」
精密部品設計・製作に関するコストダウン技術を専門担当者が無料でアドバイスいたします。
